全國咨詢熱線:
全國咨詢熱線:
+86 158-1184-4241
全國咨詢熱線:
+86 158-1184-4241
Product center
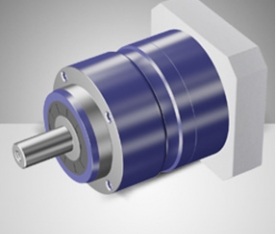
PLF系列精密行星減速機
ZPLE系列精密行星減速機

ZPLF系列精密行星減速機

ZPT系列行星減速機
AH系列精密行星減速機
AF系列精密行星減速機
ZAF系列精密行星減速機
AL系列精密行星減速機
Contact us

首頁
發(fā)布時間:2020-03-20 閱讀量:
行星減速機廣泛應用于智能家居傳動、工業(yè)智能傳動、汽車傳動等領域。在使用行星減速機的過程中,其噪聲主要來源于摩擦、振動和碰撞傳動齒輪。我們可以對行星減速機進行改造,使其產(chǎn)生動態(tài)載荷和速度波動的方法,從而降低噪音。那么,降低減速機的噪聲的具體方法是什么呢?下面鵬輝科技小編就來給大家做詳細的講解:
經(jīng)過多年的研究,提出了一種優(yōu)化齒輪參數(shù),如位移系數(shù)、齒高系數(shù)、壓力角和中心距等參數(shù)的齒輪設計方法,將嚙合沖擊速度降至最小,嚙合沖擊速度與嚙合沖擊速度之比在一定的數(shù)值范圍內(nèi),通過優(yōu)化齒輪參數(shù),如位移系數(shù)、齒高系數(shù)、壓力角、中心距等,可以明顯降低行星減速機的齒輪噪聲。
1.原材料質(zhì)量控制:優(yōu)質(zhì)原材料是生產(chǎn)優(yōu)質(zhì)產(chǎn)品的前提。40 Cr和45鋼是我公司生產(chǎn)齒輪最廣泛使用的材料。無論原料以何種方式進入工廠,都應嚴格進行化學成分、粒度測定、童貞評定。
2.控制齒輪精度:齒輪精度的基本要求:實踐證明,齒輪精度必須控制在GB10995-887~8級,線速度高于20m/s齒輪,齒距極限偏差,齒環(huán)徑向跳動公差,齒向公差必須穩(wěn)定,才能達到7級精度,本文的目的是及時調(diào)整熱處理變形,提高齒形加工質(zhì)量,在達到7級精密齒輪的情況下,要對齒根凸出臺進行定位。
3.防止熱處理變形:經(jīng)過粗加工后,將齒坯形成細鍛件、正火或回火處理,以達到:
(1)軟化鋼件進行切削;
(2)消除殘余應力;
(3)細化晶粒,改善組織,改善鋼的力學性能;
(4)最后處理的組織準備。應注意的是,在正態(tài)化或調(diào)理處理中,必須保持爐溫均勻,以及車站設備的使用,使工件均勻加熱和冷卻,嚴禁堆放。如果需要鉆取齒輪以減輕重量,則應在熱處理后安排鉆削順序。齒輪的最終熱處理采用齒面高頻淬火,使零件變形減小。高頻淬火獲得的齒面具有較高的強度、硬度、耐磨性和疲勞極限,而中心仍保持足夠的塑性和韌性。減少變形。齒面高頻淬火應采用較低的淬火溫度和較短的加熱時間,加熱均勻,冷卻速度慢。
4.為了保證齒坯精度:行星減速機齒輪孔尺寸的精度應分布在孔偏差值的中間差附近,設定在±0.003~±0.005 mm;在孔的設計要求范圍內(nèi),必須分別分類并轉(zhuǎn)移到切削過程中。在不影響齒輪強度的情況下,提高了齒頂高度系數(shù)0.05 m,提高了刀具齒頂高度系數(shù),避免了齒輪傳動的齒根干涉。芯棒上的螺紋必須在C類頂部定位下由螺紋機研磨:垂直度小于0.003mm,直徑跳躍小于0.005mm。
5.切齒措施:購買的齒輪刀具必須進行大修,必須滿足AA級的要求。刀具安裝精度:刀具徑向跳動控制在0以下。003毫米,最后0。004毫米在下面。齒坯端面跳動和徑向跳動為6級,在0的范圍內(nèi)。01~0。02毫米螺母必須確保內(nèi)螺紋和基座一次安裝并夾緊,墊片的平行度小于0。003毫米操作者也應該經(jīng)常進行自我測試,特別是當機床主軸的徑向間隙控制在0以下時。01mm,工具軸的直徑跳到0以下。005mm,工具軸在0下方移動。008毫米保證了刀具的精度,芯棒外徑與工件孔之間的間隙在0以內(nèi)。001~0004毫米磨削后,齒輪刀具前緣的徑向方向、切屑槽的相鄰周向差、切屑軸承槽周邊接頭的最大累積誤差以及刀具前向與內(nèi)孔軸線的平行度必須進行大修。
6.采用其他材料、熱處理和表面處理:(1)采用粉末冶金成型技術對齒輪進行高頻淬火。(2)采用40 Cr材料、齒輪切削加工、軟氮化處理或齒銅電鍍處理。(3)石墨鑄鐵、齒輪切削、軟氮化處理,為了消除齒輪傳動噪聲,齒輪材料和熱處理是基礎,保證了齒坯精度,齒輪精度是輪轂,文明生產(chǎn)是基礎。
以上介紹了降低行星減速機噪音的方法,噪聲是行星減速機產(chǎn)品質(zhì)量的主要性能指標,因此我們應該認真了解減速機的工作原理,以便更好的利用行星減速機。
備案號:粵ICP備17125794號-2
 公司地址:深圳市寶安區(qū)西鄉(xiāng)鎮(zhèn)鶴洲南片工業(yè)區(qū)陽光工業(yè)園B2棟3樓
公司地址:深圳市寶安區(qū)西鄉(xiāng)鎮(zhèn)鶴洲南片工業(yè)區(qū)陽光工業(yè)園B2棟3樓
 電話:+86-0755-27892991
電話:+86-0755-27892991
 郵箱:2355384836@qq.com
郵箱:2355384836@qq.com
 版權所有:深圳市鵬輝科技有限公司
版權所有:深圳市鵬輝科技有限公司

官方微信公眾號